
.gif)
Burnishing (metalworking)
Encyclopedia

Mechanics
The deformation caused by the hardened ball is different depending on the magnitude of the force pressing against it. If the force on it is small, when the force is released both the ball and plate's surface will return to their original, undeformed shape. In this case, the stresses in the plate are always less than the yield strength of the material, so the deformation is purely elastic. Since it was given that the flat plate is softer than the ball, the plate's surface will always deform more. (Note 1: this is not necessarily true. For instance: if both items are steel, hardened steel has the same Young's Modulus as soft steel)
If a larger force is used, there will also be plastic deformation and the plate's surface will be permanently altered. (Note 2: In this situation, hardness does play a role, as increasing hardness will delay plastic deformation) A bowl-shaped indentation will be left behind, surrounded by a ring of raised material that was displaced by the ball. The stresses between the ball and the plate are described in more detail by Hertzian stress theory.
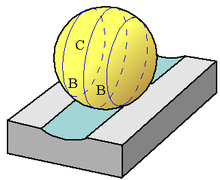
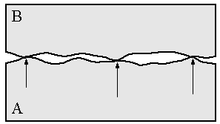
Now consider what happens if the external force on the ball drags it across the plate. In this case, the force on the ball can be decomposed into two component forces: one normal to the plate's surface, pressing it in, and the other tangential, dragging it along. As the tangential component is increased, the ball will start to slide along the plate. At the same time, the normal force will deform both objects, just as with the static situation. If the normal force is low, the ball will rub against the plate but not permanently alter its surface. The rubbing action will create friction and heat, but it will not leave a mark on the plate. However, as the normal force increases, eventually the stresses in the plate's surface will exceed its yield strength. When this happens the ball will plow through the surface and create a trough behind it. The plowing action of the ball is burnishing. Burnishing also occurs when the ball can rotate, as would happen in the above scenario if another flat plate was brought down from above to induce downwards loading, and at the same time to cause rotation and translation of the ball, or in the case of a ball bearing
Effects on mechanical components
Burnishing is normally undesirable in mechanical components for a variety of reasons, sometimes simply because its effects are unpredictable. Even light burnishing will significantly alter the surface finish of a part. Initially the finish will be smoother, but with repetitive sliding action, grooves will develop on the surface along the sliding direction. The plastic deformation associated with burnishing will harden the surface and generate compressive residual stresses. Although these properties are usually advantageous, excessive burnishing leads to sub-surface cracks which cause spalling, a phenomenon where the upper layer of a surface flakes off of the bulk material.Burnishing may also affect the performance of a machine. The plastic deformation associated with burnishing creates greater heat and friction than from rubbing alone. This reduces the efficiency of the machine and limits its speed. Furthermore, plastic deformation alters the form and geometry of the part. This reduces the precision and accuracy of the machine. The combination of higher friction and degraded form often leads to a runaway situation that continually worsens until the component fails.
To prevent destructive burnishing, sliding must be avoided, and in rolling situations, loads must be beneath the spalling threshold. In the areas of a machine that slide with respect to each other, roller bearings can be inserted so that the components are in rolling contact instead of sliding. If sliding cannot be avoided, then a lubricant should be added between the components. The purpose of the lubricant in this case is to separate the components with a lubricant film so they cannot contact. The lubricant also distributes the load over a larger area, so that the local contact forces are not as high. If there was already a lubricant, its film thickness must be increased; usually this can be accomplished by increasing the viscosity of the lubricant.
Burnishing in manufacturing
Burnishing is not always bad. If it occurs in a controlled manner, it can have desirable effects. Burnishing processes are used in manufacturing to improve the size, shape, surface finish, or surface hardness of a workpiece. It is essentially a forming operation that occurs on a small scale. The benefits of burnishing often include: Combats fatigue failure, prevents corrosion and stress corrosion, textures surfaces to eliminate visual defects, closes porosity, creates surface compressive residual stress.There are several forms of burnishing processes, the most common are roller burnishing and ball burnishing (a subset of which is also referred to as ballizing). In both cases, a burnishing tool runs against the workpiece and plastically deforms its surface. In some instances of the latter case (and always in ballizing), it rubs, in the former it generally rotates and rolls. The workpiece may be at ambient temperature, or heated to reduce the forces and wear on the tool. The tool is usually hardened and coated with special materials to increase its life.
Ball burnishing, or ballizing, is a replacement for other bore finishing operations such as grinding, honing, or polishing. A ballizing tool consists of one or more over-sized balls that are pushed through a hole. The tool is similar to a broach, but instead of cutting away material, it plows it out of the way.
Ball burnishing is also used as a deburring operation. It is especially useful for removing the burr in the middle of a through hole that was drilled from both sides.
Ball burnishing tools of another type are sometimes used in CNC milling centres to follow a ball-nosed milling operation: the hardened ball is applied along a zig-zag toolpath in a holder similar to a ball-point pen, except that the 'ink' is pressurised, recycled lubricant. This combines the productivity of a machined finish which is achieved by a 'semi-finishing' cut, with a better finish than obtainable with slow and timeconsuming finish cuts. The feedrate for burnishing is that associated with 'rapid traverse' rather than finish machining.
Roller burnishing, or surface rolling, is used on cylindrical, conical, or disk shaped workpieces. The tool resembles a roller bearing, but the rollers are generally very slightly tapered so that their envelope diameter can be accurately adjusted. The rollers typically rotate within a cage, as in a roller bearing. Typical applications for roller burnishing include hydraulic system components, shaft fillets, and sealing surfaces.
Very close control of size can be exercised.
Burnishing also occurs to some extent in machining processes. In turning, burnishing occurs if the cutting tool is not sharp, if a large negative rake angle
Rake angle
Rake angle is a parameter used in various cutting and machining processes, describing the angle of the cutting face relative to the work. There are three types of rake angles: positive, negative, and zero...
is used, if a very small depth of cut is used, or if the workpiece material is gummy. As a cutting tool wears, it becomes more blunt and the burnishing effect becomes more pronounced. In grinding, since the abrasive grains are randomly oriented and some are not sharp, there is always some amount of burnishing. This is one reason the grinding is less efficient and generates more heat than turning. In drilling, burnishing occurs with drills that have lands to burnish the material as it drills into it. Regular twist drills or straight fluted drills have 2 lands to guide them through the hole. On burnishing drills there are 4 or more lands, similar to reamers.
See also
- Cold working
- Deformation (engineering)
- Low plasticity burnishingLow plasticity burnishingLow plasticity burnishing is a method of metal improvement that provides deep, stable surface compressive residual stresses with little cold work for improved damage tolerance and metal fatigue life extension...
- Roller burnishingRoller burnishingRoller burnishing is a method of cold working metal surfaces to induce compressive residual stresses and enhance surface roughness qualities. The tooling typically consists of a hardened sphere or cylindrical roller. These tools are pressed onto/across the part being processed...