
Blanking and piercing
Encyclopedia
Blanking and piercing are shearing
processes in which a punch and die
are used to modify webs
. The tooling and processes are the same between the two, only the terminology is different: in blanking the punched out piece is used and called a blank; in piercing the punched out piece is scrap.
s.
The cut made in lancing is not a closed cut, like in perforation even though a similar machine is used, but a side is left connected to be bent sharply or in more of a rounded manner.
Lancing can be used to make partial contours and free up material for other operations further down the production line. Along with these reasons lancing is also used to make tabs (where the material is bent at a 90 degree angle to the material), vents (where the bend is around 45 degrees), and louvers (where the piece is rounded or cupped).
Normally lancing is done on a mechanical press, lancing requires the use of punches and dies to be used. The different punches and dies determine the shape and angle (or curvature) of the newly made section of the material. The dies and punches are needed to be made of tool steel to withstand the repetitious nature of the procedure.
is essentially a small punch and die that reciprocates quickly; around 300–900 times per minute. Punches are available in various shape and sizes; oblong and rectangular punches are common because they minimize waste and allow for greater distances between strokes, as compared to a round punch. Nibbling can occur on the exterior or interior of the material, however interior cuts require a hole to insert the tool.
The process is often used on parts that do not have quantities that can justify a dedicated blanking die. The edge smoothness is determined by the shape of the cutting die and the amount the cuts overlap; naturally the more the cuts overlap the cleaner the edge. For added accuracy and smoothness most shapes created by nibbling undergo filing or grinding processes after completion.
 Fine blanking is a specialized form of blanking where there is no fracture zone when shearing. This is achieved by compressing the whole part and then an upper and lower punch extract the blank. This allows the process to hold very tight tolerances, and perhaps eliminate secondary operations.
Fine blanking is a specialized form of blanking where there is no fracture zone when shearing. This is achieved by compressing the whole part and then an upper and lower punch extract the blank. This allows the process to hold very tight tolerances, and perhaps eliminate secondary operations.
Materials that can be fine blanked include aluminium
, brass
, copper
, and carbon, alloy and stainless steel
s.
Fine blanking presses are similar to other metal stamping
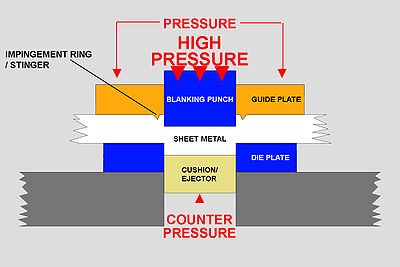
presses, but they have a few critical additional parts. A typical compound fine blanking press includes a hardened die punch (male), the hardened blanking die (female), and a guide plate of similar shape/size to the blanking die. The guide plate is the first applied to the material, impinging the material with a sharp protrusion or stinger around the perimeter of the die opening. Next a counter pressure is applied opposite the punch, and finally the die punch forces the material through the die opening. Since the guide plate holds the material so tightly, and since the counter pressure is applied, the material is cut in a manner more like extrusion
than typical punching. Mechanical properties of the cut benefit similarly with a hardened layer at the cut edge from theof the part. Because the material is so tightly held and controlled in this setup, part flatness remains very true, distortion is nearly eliminated, and edge burr is minimal. Clearances between the die and punch are generally around 1% of the cut material thickness, which typically varies between 0.5–13 mm (0.0196850393700787–0.511811023622047 in). Currently parts as thick as 19 mm (0.748031496062992 in) can be cut using fine blanking. Tolerances between ±0.0003–0.002 in (0.00762–0.0508 mm) are possible based on material thickness & tensile strength, and part layout.
With standard compound fine blanking processes, multiple parts can often be completed in a single operation. Parts can be pierced, partially pierced, offset (up to 75°), embossed
, or coined, often in a single operation. Some combinations may require progressive
fine blanking operations, in which multiple operations are performed at the same pressing station.
The advantages of fine blanking are:
The disadvantages are:
Burr height is typically used as an index to measure tool wear, because it is easy to measure during production.
A simple operation may only need a pancake die
. While many dies perform complex procedures simultaneously, a pancake die may only perform one simple procedure with the finished product being removed by hand.
Shearing (metalworking)
Shearing, also known as die cutting, is a process which cuts stock without the formation of chips or the use of burning or melting. Strictly speaking, if the cutting blades are straight the process is called shearing; if the cutting blades are curved then they are shearing-type operations...
processes in which a punch and die
Die (manufacturing)
A die is a specialized tool used in manufacturing industries to cut or shape material using a press. Like molds, dies are generally customized to the item they are used to create...
are used to modify webs
Web (manufacturing)
A web is a long, thin, and flexible material. Common webs include foil, metal, paper, textile, plastic, and wire. Common processes carried out on webs include coating, plating, and laminating....
. The tooling and processes are the same between the two, only the terminology is different: in blanking the punched out piece is used and called a blank; in piercing the punched out piece is scrap.
Types
There are various types of blanking and piercing: lancing, perforating, notching, nibbling, shaving, cutoff, and dinking.Lancing
Lancing is a piercing operation in which the workpiece is sheared and bent with one strike of the die. A key part of this process is that there is not reduction of material, only a modification in its geometry. This operation is used to make tabs, vents, and louverLouver
A louver or louvre , from the French l'ouvert; "the open one") is a window, blind or shutter with horizontal slats that are angled to admit light and air, but to keep out rain, direct sunshine, and noise...
s.
The cut made in lancing is not a closed cut, like in perforation even though a similar machine is used, but a side is left connected to be bent sharply or in more of a rounded manner.
Lancing can be used to make partial contours and free up material for other operations further down the production line. Along with these reasons lancing is also used to make tabs (where the material is bent at a 90 degree angle to the material), vents (where the bend is around 45 degrees), and louvers (where the piece is rounded or cupped).
Normally lancing is done on a mechanical press, lancing requires the use of punches and dies to be used. The different punches and dies determine the shape and angle (or curvature) of the newly made section of the material. The dies and punches are needed to be made of tool steel to withstand the repetitious nature of the procedure.
Perforating
Perforating is a piercing operation that involves punching a large number of closely spaced holes.Notching
Notching is a piercing operation that removes material from the edge of the workpiece.Nibbling
The nibbling process cuts a contour by producing a series of overlapping slits or notches. This allows for complex shapes to be formed in sheet metal up to 6 mm (0.25 in) thick using simple tools. The nibblerNibbler
A nibbler is a tool for cutting sheet metal with minimal distortion. One type operates much like a punch and die, with a blade that moves in a linear fashion against a fixed die, removing small bits of metal and leaving a kerf approximately 6 mm wide...
is essentially a small punch and die that reciprocates quickly; around 300–900 times per minute. Punches are available in various shape and sizes; oblong and rectangular punches are common because they minimize waste and allow for greater distances between strokes, as compared to a round punch. Nibbling can occur on the exterior or interior of the material, however interior cuts require a hole to insert the tool.
The process is often used on parts that do not have quantities that can justify a dedicated blanking die. The edge smoothness is determined by the shape of the cutting die and the amount the cuts overlap; naturally the more the cuts overlap the cleaner the edge. For added accuracy and smoothness most shapes created by nibbling undergo filing or grinding processes after completion.
Shaving
The shaving process is a finishing operation where a small amount of metal is sheared away from an already blanked part. Its main purpose is to obtain better dimensional accuracy, but secondary purposes include squaring the edge and smoothing the edge. Blanked parts can be shaved to an accuracy of up to 0.025 mm (0.001 in).Trimming
The trimming operation is the last operation performed because it cuts away excess or unwanted irregular features from the workpiece.Cutoff
The cutoff process is used to separate a stamping or other product from a strip or stock. This operation is very common with progressive die sequences. The cutoff operation often produces the periphery counter to the workpiece.Fine blanking
Materials that can be fine blanked include aluminium
Aluminium
Aluminium or aluminum is a silvery white member of the boron group of chemical elements. It has the symbol Al, and its atomic number is 13. It is not soluble in water under normal circumstances....
, brass
Brass
Brass is an alloy of copper and zinc; the proportions of zinc and copper can be varied to create a range of brasses with varying properties.In comparison, bronze is principally an alloy of copper and tin...
, copper
Copper
Copper is a chemical element with the symbol Cu and atomic number 29. It is a ductile metal with very high thermal and electrical conductivity. Pure copper is soft and malleable; an exposed surface has a reddish-orange tarnish...
, and carbon, alloy and stainless steel
Stainless steel
In metallurgy, stainless steel, also known as inox steel or inox from French "inoxydable", is defined as a steel alloy with a minimum of 10.5 or 11% chromium content by mass....
s.
Fine blanking presses are similar to other metal stamping
Stamping (metalworking)
Stamping includes a variety of sheet-metal forming manufacturing processes, such as punching using a machine press or stamping press, blanking, embossing, bending, flanging, and coining. This could be a single stage operation where every stroke of the press produce the desired form on the sheet...
presses, but they have a few critical additional parts. A typical compound fine blanking press includes a hardened die punch (male), the hardened blanking die (female), and a guide plate of similar shape/size to the blanking die. The guide plate is the first applied to the material, impinging the material with a sharp protrusion or stinger around the perimeter of the die opening. Next a counter pressure is applied opposite the punch, and finally the die punch forces the material through the die opening. Since the guide plate holds the material so tightly, and since the counter pressure is applied, the material is cut in a manner more like extrusion
Extrusion
Extrusion is a process used to create objects of a fixed cross-sectional profile. A material is pushed or drawn through a die of the desired cross-section...
than typical punching. Mechanical properties of the cut benefit similarly with a hardened layer at the cut edge from theof the part. Because the material is so tightly held and controlled in this setup, part flatness remains very true, distortion is nearly eliminated, and edge burr is minimal. Clearances between the die and punch are generally around 1% of the cut material thickness, which typically varies between 0.5–13 mm (0.0196850393700787–0.511811023622047 in). Currently parts as thick as 19 mm (0.748031496062992 in) can be cut using fine blanking. Tolerances between ±0.0003–0.002 in (0.00762–0.0508 mm) are possible based on material thickness & tensile strength, and part layout.
With standard compound fine blanking processes, multiple parts can often be completed in a single operation. Parts can be pierced, partially pierced, offset (up to 75°), embossed
Repoussé and chasing
Repoussé or repoussage is a metalworking technique in which a malleable metal is ornamented or shaped by hammering from the reverse side to create a design in low relief. There are few techniques that offer such diversity of expression while still being relatively economical...
, or coined, often in a single operation. Some combinations may require progressive
Progressive stamping
Progressive stamping is a metalworking method that can encompass punching, coining, bending and several other ways of modifying metal raw material, combined with an automatic feeding system....
fine blanking operations, in which multiple operations are performed at the same pressing station.
The advantages of fine blanking are:
- excellent dimensional control, accuracy, and repeatability through a production run.
- excellent part flatness is retained.
- straight, superior finished edges to other metal stamping processes.
- smaller holes possible relative to thickness of material.
- little need to machine details.
- multiple features can be added simultaneously in 1 operation.
- more economical for large production runs than traditional operations when additional machining cost and time are factored in (1000–20000 parts minimum, depending on secondary machining operations)
The disadvantages are:
- slightly higher tooling cost when compared to traditional punchingPunchingPunching is a metal forming process that uses a punch press to force a tool, called a punch, through the workpiece to create a hole via shearing. The punch often passes through the work into a die. A scrap slug from the hole is deposited into the die in the process. Depending on the material being...
operations. - slightly slower than traditional punching operations.
Tooling
The amount of clearance between a punch and die for piercing is governed by the thickness and strength of the workpiece material being pierced. The punch-die clearance determines the load or pressure experienced at the cutting edge of the tool, commonly known as point pressure. Excessive point pressure can lead to accelerated wear and ultimately failure.Burr height is typically used as an index to measure tool wear, because it is easy to measure during production.
A simple operation may only need a pancake die
Pancake die
A pancake die is a simple type of manufacturing die that performs blanking or piercing. Many dies perform complex procedures simultaneously such as coining, piercing, forming, bending in addition to product removal and transport...
. While many dies perform complex procedures simultaneously, a pancake die may only perform one simple procedure with the finished product being removed by hand.