
Milling cutter
Overview
Milling machine
A milling machine is a machine tool used to machine solid materials. Milling machines are often classed in two basic forms, horizontal and vertical, which refers to the orientation of the main spindle. Both types range in size from small, bench-mounted devices to room-sized machines...
(and occasionally in other machine tool
Machine tool
A machine tool is a machine, typically powered other than by human muscle , used to make manufactured parts in various ways that include cutting or certain other kinds of deformation...
s). They remove material by their movement within the machine (e.g., a ball nose mill) or directly from the cutter's shape (e.g., a form tool such as a hobbing cutter).
Milling cutters come in several shapes and many sizes. There is also a choice of coatings, as well as rake angle
Rake angle
Rake angle is a parameter used in various cutting and machining processes, describing the angle of the cutting face relative to the work. There are three types of rake angles: positive, negative, and zero...
and number of cutting surfaces.
- Shape: Several standard shapes of milling cutter are used in industry today, which are explained in more detail below.
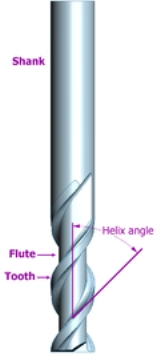
- Flutes / teeth: The flutes of the milling bit are the deep helical grooves running up the cutter, while the sharp blade along the edge of the flute is known as the tooth.
Unanswered Questions