

Linotype machine
Encyclopedia



Printing
Printing is a process for reproducing text and image, typically with ink on paper using a printing press. It is often carried out as a large-scale industrial process, and is an essential part of publishing and transaction printing....
. The name of the machine comes from the fact that it produces an entire line of metal type
Type
Type may refer to:In philosophy:*Type–token distinctionIn mathematics:*Type *Type theory, basis for the study of type systems*Type or arity, the number of operands a function takes...
at once, hence a line-o'-type, a significant improvement over manual typesetting.
The Linotype machine operator enters text on a 90-character keyboard. The machine assembles matrices, which are molds for the letter forms, in a line. The assembled line is then cast as a single piece, called a slug, of type metal
Type metal
In printing, type metal refers to the metal alloys used in traditional typefounding and hot metal typesetting. Lead is the main constituent of these alloys...
in a process known as "hot metal" typesetting
Hot metal typesetting
In printing and typography, hot metal typesetting refers to 19th-century technologies for typesetting text in letterpress printing. This method injects molten type metal into a mold that has the shape of one or more glyphs...
. The matrices are then returned to the type magazine from which they came. This allows much faster typesetting and composition than original hand composition in which operators place down one pre-cast metal letter
Letter (alphabet)
A letter is a grapheme in an alphabetic system of writing, such as the Greek alphabet and its descendants. Letters compose phonemes and each phoneme represents a phone in the spoken form of the language....
, punctuation mark
Punctuation
Punctuation marks are symbols that indicate the structure and organization of written language, as well as intonation and pauses to be observed when reading aloud.In written English, punctuation is vital to disambiguate the meaning of sentences...
or space
Space (punctuation)
In writing, a space is a blank area devoid of content, serving to separate words, letters, numbers, and punctuation. Conventions for interword and intersentence spaces vary among languages, and in some cases the spacing rules are quite complex....
at a time.
The machine revolutionized typesetting and with it especially newspaper
Newspaper
A newspaper is a scheduled publication containing news of current events, informative articles, diverse features and advertising. It usually is printed on relatively inexpensive, low-grade paper such as newsprint. By 2007, there were 6580 daily newspapers in the world selling 395 million copies a...
publishing, making it possible for a relatively small number of operators to set type
Typesetting
Typesetting is the composition of text by means of types.Typesetting requires the prior process of designing a font and storing it in some manner...
for many pages on a daily basis. Before Mergenthaler's invention of the Linotype in 1884, no newspaper
Newspaper
A newspaper is a scheduled publication containing news of current events, informative articles, diverse features and advertising. It usually is printed on relatively inexpensive, low-grade paper such as newsprint. By 2007, there were 6580 daily newspapers in the world selling 395 million copies a...
in the world had more than eight pages.
Matrices

Typeface
In typography, a typeface is the artistic representation or interpretation of characters; it is the way the type looks. Each type is designed and there are thousands of different typefaces in existence, with new ones being developed constantly....
of type; i.e., a particular type design in a particular size. The letter form is engraved into one side of the matrix. For sizes up to 14 points
Point (typography)
In typography, a point is the smallest unit of measure, being a subdivision of the larger pica. It is commonly abbreviated as pt. The point has long been the usual unit for measuring font size and leading and other minute items on a printed page....
, and in some matrices of size 16 to 24 points, the matrix has two letter forms on it, the upright (Roman) and the slanted (Italic) form of a given character. The machine operator can select which of the two will be cast by operating the auxiliary rail of the assembler, or, when setting entire lines of italics, by using the flap, which was a piece that could be turned under a portion of the first elevator column. This is the origin of the old typesetting terms upper rail for italic and lower rail for Roman characters. These terms persisted in phototypesetting technology even though the mechanics of the auxiliary rail do not exist there.
Magazine section
The magazine section is the part of the machine where the matrices are held when not in use, and released as the operator touches keys on the keyboard. The magazine is a flat box with vertical separators that form "channels", one channel for each character in the font. Most main magazines have 90 channels, but those for larger fonts carried only 72 or even 55 channels. The auxiliary magazines used on some machines typically contained 34 channels or, for a magazine carrying larger fonts, 28 channels.The magazine holds a particular font
Typeface
In typography, a typeface is the artistic representation or interpretation of characters; it is the way the type looks. Each type is designed and there are thousands of different typefaces in existence, with new ones being developed constantly....
of type; i.e., a particular type design in a particular size. If a different size or style was needed, the operator would switch to a different magazine. Many models of the Linotype machine could keep several magazines (as many as four) available at a time. In some of these, the operator could shift to a different magazine by raising or lowering the stack of magazines with a crank. Such machines would not allow mixing fonts within a single line. Others, such as the Model 9, allowed arbitrary mixing of text from up to four magazines within a single line.
Escapement

Maintenance and lubrication
Em (typography)
An em is a unit of measurement in the field of typography, equal to the currently specified point size.The name of em is related to M. Originally the unit was derived from the width of the capital "M" in the given typeface....
per hour (the fastest operators being able to exceed 10,000 ems per hour) so the need for careful lubrication and regular cleaning was essential to keep these machines operating at their full potential.
Keyboard and composing section
In the composing section, the operator enters the text for a line on the keyboard. Each keystroke releases a matrix from the magazine mounted above the keyboard. The matrix travels through channels to the assembler where the matrices are lined up side by side in the order they were released.When a space is needed, the operator touches the spaceband lever just to the left of the keyboard. This releases a spaceband from the spaceband box. Spacebands are stored separately from the matrices because they are too big to fit in the magazine.
Once enough text has been entered for the line, the operator depresses the casting lever mounted on the front right corner of the keyboard. This lifts the completed line in the assembler into the casting section of the machine and engages the clutch that drives the casting and distribution sections. The operator is now finished with the line; the remaining processing is automatic. While the line is being cast, the operator can continue entering text for the next line.
Keyboard

The first two columns of keys are: e, t, a, o, i, n; and s, h, r, d, l, u. A Linotype operator would often deal with a typing error by running the fingers down these two rows, thus filling out the line with the nonsense words etaoin shrdlu
ETAOIN SHRDLU
ETAOIN SHRDLU is a nonsense phrase that sometimes appeared in print in the days of "hot type" publishing because of a custom of Linotype machine operators. It appeared frequently enough that it became part of the lore of newspapers...
. This is known as a run down. It is often quicker to cast a bad slug than to hand-correct the line within the assembler. The slug with the run down is removed once it has been cast, or by the proofreader.
The Linotype keyboard has the same alphabet arrangement given twice, once for lower-case letters, the keys in black, on the left side of the keyboard, and once for upper-case letters, the keys in white, located on the right side of the keyboard. The blue keys in the middle are punctuation, digits, small capital letters and fixed width spaces. In proper keyboard operation, an experienced operator's left hand operates only the spaceband key and the left column of keys. The operator's right hand strokes the remaining keys on the entire keyboard.
The keys of the keyboard are connected by vertical pushrods to the escapements. When a key is pressed, the corresponding escapement is actuated, which releases a matrix from the magazine. With one exception, each key corresponds directly to a channel in the standard (90 channel) magazine. The one exception is the lower-case letter e: that letter is used so often that the 90 channel magazine actually has 91 channels, with two channels (the leftmost two) both used for the letter e. Similarly, the 72 channel magazine actually has 73 channels, with the leftmost two being used for lower-case e. Consecutive keystrokes on the e key release matrices alternately from the two e channels in the magazine.
On machines that support multiple magazines, there is a shifting mechanism that controls which magazine is currently connected to the keyboard. In most machines, this is done by raising or lowering the stack of magazines.
Spaceband box
In justified text, the spaces are not fixed width; they expand to make all lines equal in width. In Linotype machines this is done by spacebands. A spaceband consists of two wedges, one similar in size and shape to a type matrix, one with a long tail. The wide part of the wedge is at the bottom of the tail, so pushing the tail up expands the spaceband.Due to their size, spacebands are not held in the magazine, but in a spaceband box and released one at a time by pressing the spaceband lever at the left edge of the keyboard.
Assembler
Casting section
The casting section receives completed lines from the assembler, and uses these to cast the type slugs that are the product of the Linotype machine. The casting section is automatic: once it is activated by the operator sending a completed line by raising the casting lever, a series of cams and levers move the matrices through the casting section and control the sequence of steps that produce the slug.The casting material is an alloy of lead (85%), antimony (11%), and tin (4%) , and produces a one-piece casting slug capable of 300,000 impressions before the casting begins to develop deformities and imperfections, and the type must be cast again.
The continuous heating of the molten alloy causes the tin and antimony in the mixture to rise to the top and oxidize along with other impurities into a substance called "dross" which has to be skimmed off. Excessive dross formation leads to the alloy softening as the proportion of lead increases. The mixture must then be assayed and tin and antimony added back (in the form of a specially proportioned alloy) to restore the original strength and properties of the alloy.
Justification
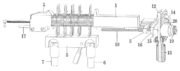
Justification is done by a spring-loaded ram (5) which raises the tails of the spacebands, unless the machine was equipped with a Star Parts automatic hydraulic quadding attachment
If the operator did not assemble enough characters, the line will not justify correctly: even with the spacebands expanded all the way, the matrices are not tight. A safety mechanism in the justification vise detects this and blocks the casting operation. Without such a mechanism, the result would be a squirt of molten type metal spraying out through the gaps between the matrices, creating a time consuming mess and a possible hazard to the operator. If a squirt did occur, it was generally up to the operator to grab the hell bucket and catch the flowing lead. It was so called because the bucket would often "go to hell", or melt, while holding the molten lead that was still extremely hot. Also, in conjunction with possible hazards facing an operator, toxic lead fumes should be noted as they were the result of melting the lead ingots for casting.
Mold disk and pot

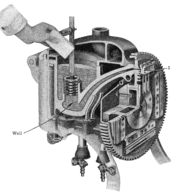
Behind the mold disk is the type metal pot, which contains molten type metal
Type metal
In printing, type metal refers to the metal alloys used in traditional typefounding and hot metal typesetting. Lead is the main constituent of these alloys...
. A piston in the pot pushes the molten metal down into the pot, which forces the metal through the pot throat and into the mold, forcing it against the faces of the matrices. These have character shapes cut into them, so the result is a cast slug with the character shapes of the line on its front face. The mold disk is sometimes water-cooled, and often air-cooled with a blower, to carry away the heat of the molten type metal and allow the cast slugs to solidify quickly.
When casting is complete, the mold disk turns three-quarters of a turn counterclockwise to the ejector and knife block assembly. The ejector is a rectangular rod that pushes the completed slug from the mold aperture in the mold disk. As it emerges from the mold disk, the slug passes a set of knife edges in the knife block, which trims off any small irregularities in the casting and produces a slug of exactly the desired width and height. From there, the slug drops into the galley tray which holds the lines in the order in which they were cast.
Distribution mechanism

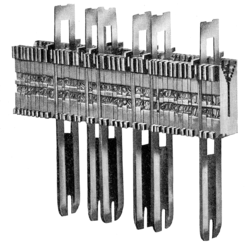
After casting is completed, the matrices are pushed to the second elevator which raises them to the distributor at the top of the magazine. The space bands are separated out at this point and are returned to the spaceband box.
The matrices have a pattern of teeth at the top, by which they hang from the distributor bar. Some of the teeth are cut away; which pattern of teeth is cut away depends on the character on the matrix; i.e., which channel in the magazine it belongs in. Similarly, teeth are cut away along portions of the distributor bar. The bar on the elevator has all teeth, so it will hold any matrix (but not the space bands, which have no teeth at all).
Distributor bar and matrix teeth coding


Pi matrices

Operation
The Linotype machine consists of four major sections:- Magazine
- Keyboard
- Casting mechanism
- Distribution mechanism
The operator interacts with the machine via the keyboard, composing lines of text. The other sections are automatic; they start as soon as a line is completely composed.
Some Linotype machines included a paper tape reader. This allowed the text to be typeset to be supplied over a telegraph line (TeleTypeSetter). It also allowed for several tape perforator operators to prepare paper tape to be processed by a single Linotype machine, essentially decoupling the typing speed of the operators from the operating speed of the Linotype machine.
See also
- Ottmar MergenthalerOttmar MergenthalerOttmar Mergenthaler was an inventor who has been called a second Gutenberg because of his invention of the Linotype machine, the first device that could easily and quickly set complete lines of type for use in printing presses...
- Monotype SystemMonotype SystemThe Monotype system is a set of two machines, the Monotype keyboard and the Monotype caster, which are used to typeset printed matter....
- Monotype CorporationMonotype CorporationMonotype Imaging Holdings is a Delaware corporation based in Woburn, Massachusetts and specializing in typesetting and typeface design as well as text and imaging solutions for use with consumer electronics devices. Monotype Imaging Holdings is the owner of Monotype Imaging Inc., Linotype,...
- Lanston Monotype
External links
- The Printing (Holmes Burton Films Inc., 1947) documentary about linotype tech. in printing industry
- Metal Type—"For Those who Remember Hot Metal Typesetting"
- Linotype Machine on Woodsidepress.com
- Typesetting: Linotype vocational instruction film: part 1 and part 2.
- Video of a Linotype being operated in Iowa
- 1/13/1894;The Linotype a Machine To Supersede Typesetting
- The 1966 Automatically Controlled Elektron (ACE) Linotype, Teletype, Intertype and more
- http://patimg1.uspto.gov/.piw?Docid=00436532&homeurl=http%3A%2F%2Fpatft.uspto.gov%2Fnetacgi%2Fnph-Parser%3FSect1%3DPTO2%2526Sect2%3DHITOFF%2526p%3D1%2526u%3D%25252Fnetahtml%25252FPTO%25252Fsearch-bool.html%2526r%3D1%2526f%3DG%2526l%3D50%2526co1%3DAND%2526d%3DPALL%2526s1%3D0436532.PN.%2526OS%3DPN%2F0436532%2526RS%3DPN%2F0436532&PageNum=&Rtype=&SectionNum=&idkey=NONE&Input=View+first+pageLinotype machine patents]
- E-book “Linotype – Chronik eines Firmennamens” (in German); (“Linotype – Chronologie of a Company Name”)
- "Typesetting" film part 1
- "Typesetting" film part 2